Comment j'ai réalisé un router SLED/CNC pour surfacer et dégauchir le bois massif, monté sur un support en poutres OSB avec un bac de récupération à copeaux. Le router est fabriqué à base de profilés aluminium V-SLOT 40x40 mm (fente 6 mm) pour les traverses sur lesquelles sont installées des coulisses longitudinales surmontées de coulisses transversales en rails V-SLOT C-BEAM 80x40 mm pour davantage de rigidité et un meilleur guidage.
Sommaire de l'article (cliquez pour replier le sommaire)
La fabrication d'un router de ce type, qui n'est finalement que l'équivalent d'une CNC qui n'a pas été motorisée (notez que celui-ci est pensé pour pouvoir l'être si je change d'avis), nécessite de très nombreux accessoires et profilés. Lorsqu'on s'attaque à son premier projet du genre, il est pour le moins complexe de faire les bons choix et surtout un inventaire correct de toutes les pièces dont nous aurons besoin car il y en a vraiment beaucoup et il faut tout compter correctement.
Profilés en aluminium extrudé nécessaires pour la réalisation du router SLED
Et chaque erreur coûte cher, notamment en frais de ports car ce sont souvent des éléments longs qui ne sont pas facilement acceptés par les services de livraison, le coût est élevé et devoir renvoyer certains éléments peut s'avérer dissuasif. Il est donc difficile au départ d'un établir un budget et si vous ne connaissez pas ce type de composants, vous aurez du mal à savoir ce que vous voulez faire et comment vous pouvez précisément y parvenir.
Commençons toutefois par un peu de terminologie, pour que nous sachions bien de quoi nous parlons tout au long de l'article.
Les composants d'un router peuvent avoir des appellations différentes selon les fournisseurs, voir parfois pas d'appellation du tout. Pour éviter toutes confusions et que nous parlions bien de la même chose, voici les termes que j'ai choisi d'utiliser ci-après et à quoi ils correspondent.
Plateaux : il s'agit des plateaux perforés sur lesquels sont installés les roues montées sur roulement, pour permettre le coulissement des partie mobiles (pont roulant dans le sens de la longueur et chariot de la défonceuse dans le sens de la largeur) ;
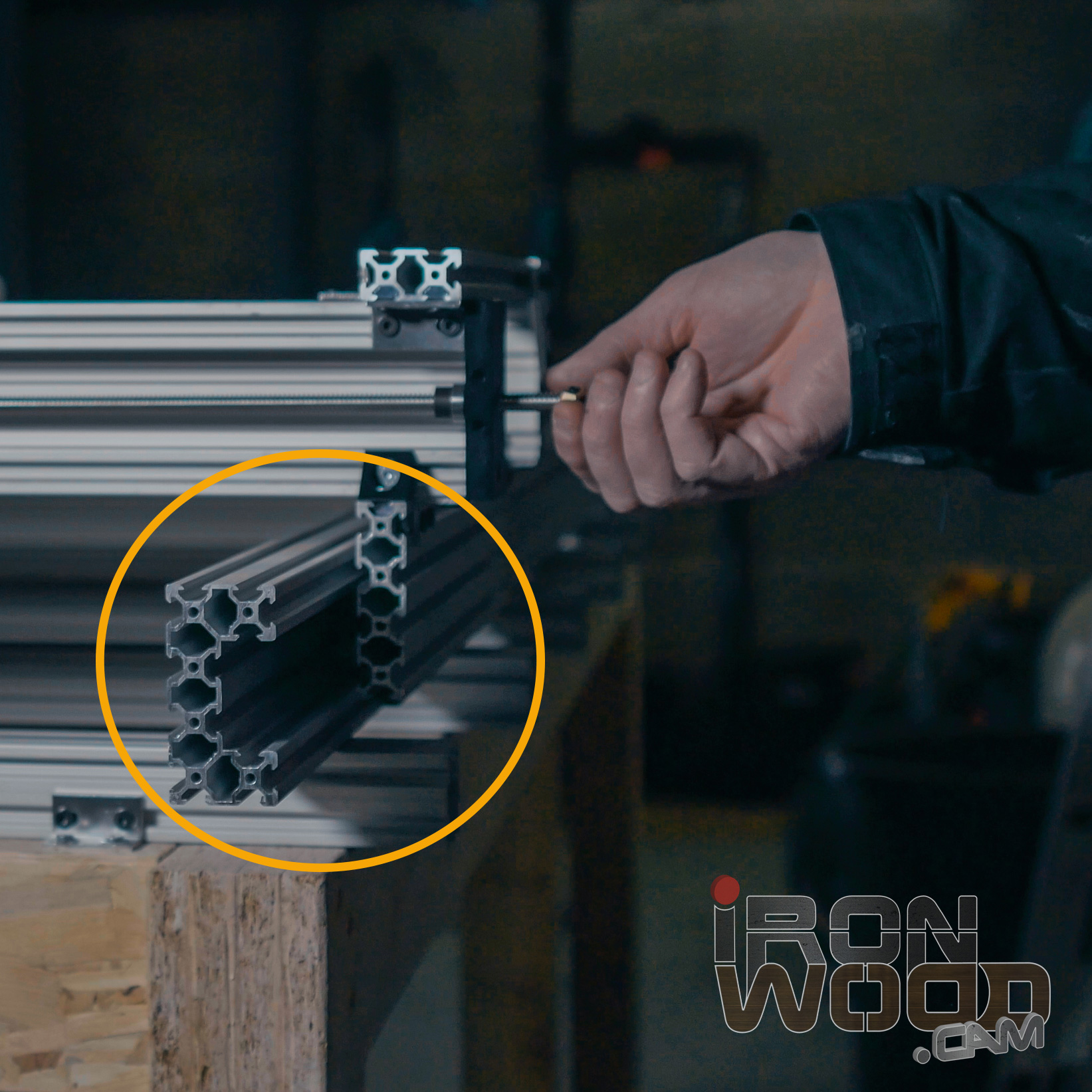
Traverses : il s'agit des profilés aluminium de section carrée 4x4 cm qui sont utilisées comme support des pièces à usiner, majoritairement dans la largeur mais également dans le sens de la longueur pour la V2 du router ;
Rails : il s'agit des gros rails C-BEAM de section rectangulaire 4x8 cm, avec un profil en U pour recevoir les plateaux sur roulements et guider le coulissement des parties mobiles (pont roulant et chariot) ;
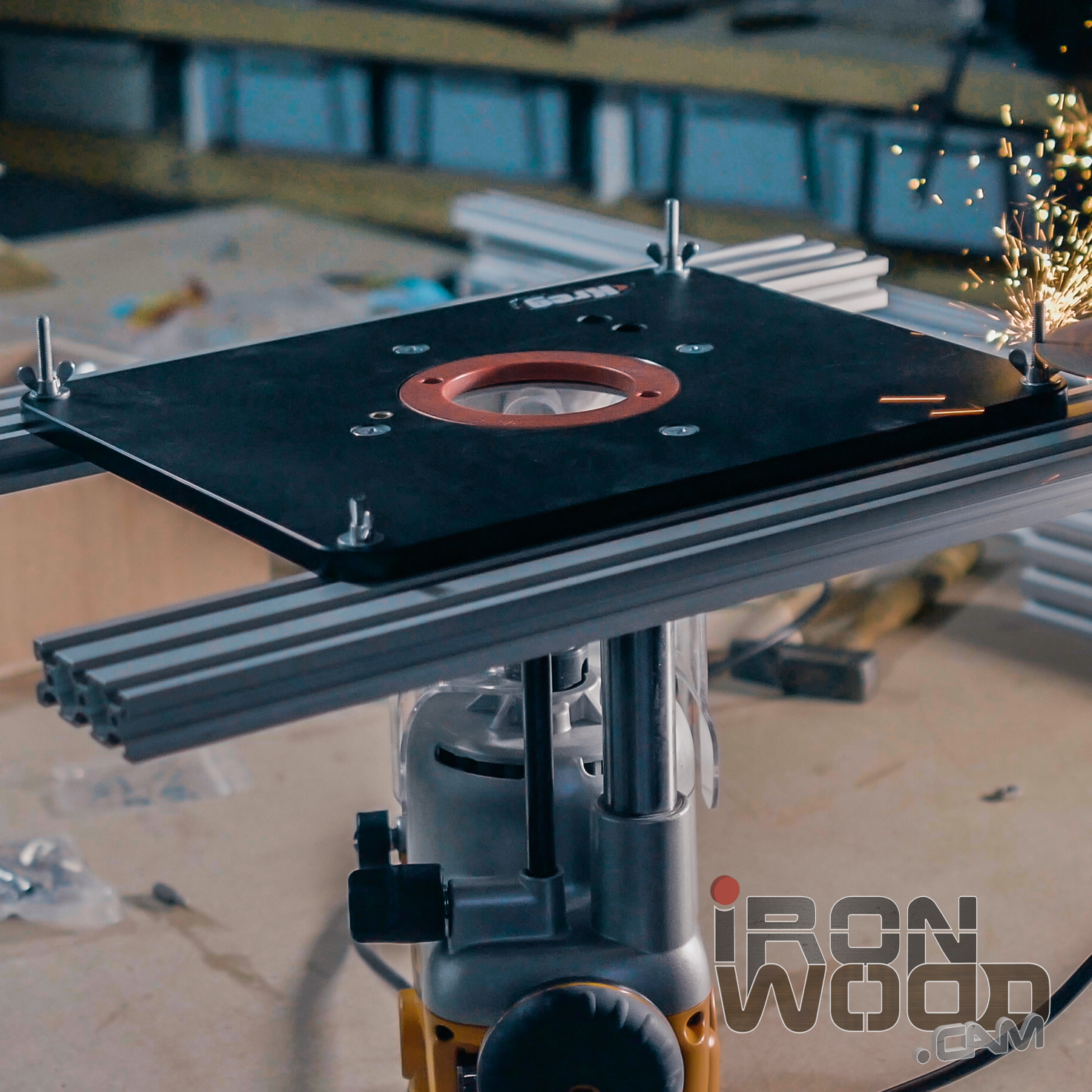
Plaque d'insertion : Il s'agit de la plaque perforée en aluminium ou un PVC (dans mon cas) qui sert à fixer la base de la défonceuse ;
Chariot : il s'agit du chariot mobile complet de la défonceuse qui se déplace latéralement le long du pont de roulement du router. Cet ensemble comprend essentiellement la plaque d'insertion, son cadre aluminium, la défonceuse, le carter de protection et les équipements électriques ;
Pont roulant : il s'agit de l'ensemble du pont qui coulisse dans le sens de la longueur. Ce pont est constitué des 2 rails C-BEAM transversaux sur lesquels glisse latéralement le chariot de la défonceuse ;
Voilà globalement la liste des fournitures nécessaires pour construire la structure de ce router SLED. Le budget approximatif total des fournitures listées ci-dessus est d'environ 1950 euros TTC début 2022, c'est sans doute plus maintenant.
Budget de réalisation du router SLED
Je ne propose pas dans cette liste des liens directs vers les produits car il y en a trop et ils changent régulièrement sur les sites concernés. Ce serait impossible de les maintenir à jour, je propose donc le descriptif des articles qui vous permettront de les retrouver sans trop de difficultés, mais ça ne vous évitera effectivement pas de devoir chercher un peu.
Il faut rajouter à ce budget bien entendu le prix de la défonceuse (environ 330 euros), de la plaque d'insertion Kreg pour la défonceuse (environ 95 euros, mais vous pouvez la fabriquer si vous avez le temps), des accessoires pour fabriquer le chariot et son carter, du matériel électrique (interrupteur, câbles, prises, etc), des fraises et 4 chaînes porte-câbles (environ 120 euros).
Si vous ne vous sentez pas de vous lancer là-dedans, les fournisseurs proposent souvent à la vente des plateformes CNC toutes prêtes motorisées ou non (qu'il faudra sans double assembler ce qui prendra aussi un certain temps, à moins qu'elles ne soient vendues pré-montées), mais vous n'aurez pas forcément exactement ce que vous voulez et ça ne sera évidemment pas le même prix. Cela-dit, si vous ne vous sentez pas, ils ont une certaine expérience et pourront vous conseiller ou peut-être même vous proposer des solutions sur-mesure.
Toutes les fournitures de la liste numérotée proviennent soit de chez Systeal, soit de chez PC-CNC. Attention car il ont visiblement pas mal de travail et les délais peuvent s'allonger si vous commandez des éléments sur mesure (et c'est souvent le cas pour les profilés aluminiums à faire recouper car leur longueur a un impact direct sur le prix du transport).
Un petit coup de gueule au passage, vous remarquerez que je n'ai pas mis de lien pour le premier fournisseur Systeal alors qu'ils ont évidemment un site internet. Et il y a une raison à cela…
Après que j'ai commandé pour presque 1200 euros de marchandises, j'ai fait une erreur de commande sur la longueur d'une trentaine de vis à tête fraisée M5x8, à tout casser une vingtaine d'euros TTC. J'ai donc contacté le site pour savoir s'ils pouvaient me les reprendre et me faire un avoir pour une prochaine commande. Ils auraient simplement pu refuser au motif que l'erreur venait de moi mais ils n'ont même pas pris la peine de me répondre (malgré une relance) et ce type de comportement m'agace un tantinet, c'est du mépris.
Résultat, il a fallut que je recommande spécifiquement des vis car j'en avait besoin et ça m'a coûté 30 euros avec les frais de port, c'est tout de même pas très commercial comme façon de faire et extrêmement désagréable.
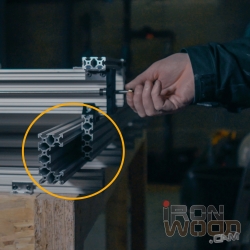
C'est donc ce qui explique que j'ai ensuite changé de fournisseur pour commander ce que je pouvais ailleurs. Problème, les profilés aluminium 40x40 V-SLOT 6 mm (taille de la fente, un standard pour beaucoup d'accessoires) ne se trouvent pas facilement, la norme en V-SLOT étant le 20xXX mais ce n'est pas suffisamment rigide pour l'usage que je souhaitais en faire. Certains fournisseurs ne savaient même pas que des profilés V-SLOT 6 mm existaient en 40x40.
Pour conclure et être tout à fait honnête, Systeal a tout de même pris du temps pour me conseiller au départ et de ce point de vue, ils ont fait le job. C'est vraiment dommage que le SAV ne soit pas aussi diligent que le service commercial, j'aurais été pleinement satisfait, j'aurais commandé plus de 1000 euros supplémentaires de matériel chez eux (y compris pour d'autres projets) et ils auraient eu un bel article avec des liens. C'est ballot pour un pauvre sac de vis à 20 balles, mais ça m'a fait perdre pas mal de temps car ces vis de petite taille ne se trouvent pas partout. Bien qu'ils n'étaient pas initialement responsables de l'erreur, ils auraient pu être un peu plus commerçants…
Tous ces systèmes à base de profilés nécessitent un grand nombre de vis, d'écrous, d'équerres, etc pour les assemblages et il en existe une infinité de sortes pour (presque) tout faire. Alors c'est super, mais quand vous n'avez pas une bonne connaissance de ces produits, vous êtes perdu(e).
Il est d'usage pour les vis à têtes fraisées de donner la cote complète de la vis et pour les vis à têtes plates la cote de la partie filetée de la vis, ce qui ne simplifie pas les recherches parmi des centaines de références. Par ailleurs, si c'est un usage ou une norme, vous ne savez pas vraiment si le commerçant respecte ces pratiques et indique les bonnes valeurs, il faudrait pour cela qu'il précise explicitement la longueur totale de la vis VS celle du filetage, ça éviterait justement les dilemmes.
La difficulté vient du fait que vous n'avez que très peu de marge lorsque vous utilisez les écrous en T supérieurs carrés M5 qui s'insèrent dans les fentes des profilés. Si le filetage de votre vis fait 8 mm vous êtes trop court(e) et il ne mort pas suffisamment voir pas du tout, si votre filetage fait 10 mm vous êtes bien mais s'il fait 12, vous butez dans le fond de la gorge : vous endommagez votre profilé et ne pouvez pas serrer correctement. Il n'y a donc aucune tolérance et vous devez avoir les vis à la longueur exacte, évidemment cette longueur dépend de l'épaisseur de la pièce à fixer (en général c'est standard mais si vous sortez des sentiers battus, ATTENTION).
Ça semble évident, mais on a vite fait de se tromper et inutile de vous dire que s'il est possible de reprendre quelques longueurs de vis à la meuleuse, si vous avez 400 petites vis de moins de 1 cm à rectifier, vous allez vite vous rendre compte que vous êtes en train de rater votre vie 🙂
J'ai souhaité réaliser une structure entièrement en profilés d’aluminium extrudé, qui soit évidemment la plus plane, la plus légère, la plus rigide et la plus « aérée » possible pour de multiples raisons que je détaille ci-après. Mais commençons par évoquer le choix des dimensions de votre router car c'est l'élément central de toute sa conception.
A question de normand, réponse de normand (pardon pour l'analogie qui suit), mais c'est comme une quéquette 🙄 Il n'y a pas de taille idéale, ça dépend totalement de l'usage que vous en aurez et de la place dont vous disposez…
Notez que si vous travaillez avec une dégauchisseuse, vous n'êtes d'un point de vue théorique pas vraiment contraint(e) par la longueur des pièces de bois. C'est surtout de votre capacité à les manipuler pour les passer dessus qui sera le facteur limitant, seul ou à plusieurs, avec l'aide éventuelle d'une table d'approvisionnement.
En revanche, avec un router SLED, vous pourrez difficilement travailler des pièces plus longues que son débattement maximum au niveau de sa fraise. Certes il est toujours possible de déplacer une pièce sur le router, mais niveau précision, ce n'est pas gagné. Même avec de subtils jeux de calage (3 axes X, Y et Z), une pièce à dégauchir n'est par nature pas droite/plane et je ne vois toujours pas vraiment comment faire des reprises précises après déplacement. Vous pourrez le faire avec des pièces déjà dégauchies pour rainurer par exemple, mais si votre bout de bois est complètement gauche, ça me semble pour le moins incertain. Si vous avez des astuces efficaces sans perte de précision, je suis preneur…
Il vous faut donc dimensionner correctement votre router dès le départ car vous risquez par la suite de le regretter si vous êtes trop limité(e). S'il accepte des pièces de 1 mètre maximum de longueur mais que vos projets nécessitent régulièrement des pièces de 2 mètres, vous allez avoir un vrai souci (c'est moins problématique en largeur avec les collages). Il ne faut pas oublier non plus que vos besoins actuels ne correspondent pas nécessairement à vos besoins futurs, il me semble donc essentiel de ne pas sous-dimensionner et même de prendre de la marge si la taille de votre atelier le permet.
La conception d'un tel outil n'est donc pas aussi évidente qu'il n'y parait et ça demande pas mal de réflexion en amont, ce n'est pas qu'un simple mécano. D'autant plus que l'air de rien ça demande pas mal de travail pour un coût tout de même non négligeable, mieux vaut ne pas se tromper.
Pour ma part, après avoir inventorié quels pourraient-être mes futurs projets et défini à partir de quelle matière première je travaille majoritairement. J'ai identifié les besoins suivants et dressé un cahier des charges pour le router qui complète (forcément en partie de façon redondante) le cahier des charges du support qui l'accueillera.
Router majoritairement pour l'usinage de plateaux de bois massif dont la taille et le poids peuvent-être importants ;
Des réalisations qui ne devraient pas trop excéder 200 cm de longueur et 100/105 cm de largeur (ce qui est déjà pas mal) ;
Des épaisseurs de pièces qui pourraient osciller entre 2 cm et 10/12 cm, guère plus mais ça dépasse déjà le débattement maximum d'une défonceuse (ce qui aura une importance) ;
Router avec une précision de ± 2 dixièmes de millimètres sur la totalité de sa surface, donc suffisamment rigide ;
Équiper le router d'un chariot de défonceuse caréné pour limiter les projections létales de copeaux et permettre le balayage des copeaux sur la pièce pour voir ce que je fais ;
Que le chariot soit réglable en hauteur pour compenser le manque de débattement de la défonceuse sur l'axe Z ;
Une structure qui permette le bridage simple et rapide des pièces fines ou épaisses sur tous les axes pour que l'outil soit efficace et efficient ;
Disposer de traverses croisées d'appuis des pièces dans les 2 sens pour faciliter leur bridage et gérer plus facilement les différentes épaisseurs (c'est un point occulté au départ qui a fait l'objet d'une amélioration du router en V2) ;
Le souhait de pouvoir ré-usiner des plateaux déjà collés, donc potentiellement assez larges.
J'ai prêté une attention toute particulière au fait de rendre l'utilisation de ce router simple et rapide pour une raison bien précise. C'est mon principal outil de corroyage des pièces de bois étant donné qu'à ce jour, je n'utilise pas de dégauchisseuse. Ce n'est donc pas un complément ponctuel mais mon outil de tous les jours. Il est par conséquent impératif que sa mise en œuvre soit aussi rapide (ou presque) qu'une dégauchisseuse qui nécessite tout de même de souvent basculer entre rabot et dégau en faisant les réglages afférents.
Il est évident que si chaque fois que j'avais besoin d'usiner un morceau de bois ça nécessitait une heure (ou plus) de préparation, ce serait relativement inefficace et inutilisable. C'est vraiment la réflexion qui a guidé mes choix de conception, sachant que le plus efficace pour gérer la hauteur de l'outil aurait sans doute été d'utiliser une broche motorisée sur son axe Z plutôt qu'une défonceuse.
Carter anti-projections du chariot de la défonceuse
Mais une telle solution implique des coûts et des difficultés supplémentaires, dont certaines ne sont pas simples à résoudre, notamment la gestion automatique du réglage de hauteur du carter anti-projections, l'électronique nécessaire et son pilotage, etc. J'ai donc créé un outil qui reste simple et ne nécessite pas d'informatique avec ses contraintes (poussière, préparation des fichiers, etc).
Un autre point important à souligner, une CNC motorisée est très utile pour usiner des pièces complexes et permet des choses incroyables de précision et de complexité (avec une répétabilité), mais je ne suis pas convaincu du tout que ce soit la meilleure option pour dégauchir du bois car chaque plateau est différent et je ne me voyais pas devoir les modéliser. Les réglages seraient complexes du fait de la diversité des formes et des déformations et ça ne serait pas sans risques si la fraise venait à trop s'enfoncer dans la matière.
Manivelle en fonte en vis sans fin pour le déplacement transversal du chariot
En revanche, à défaut de motoriser l'ensemble, la gestion du déplacement transversal du chariot (dans la largeur) se fait à l'aide d'une manivelle en fonte et d'une vis sans fin. Le moteur est remplacé par de l'huile de coude (ce n'est pas franchement fatiguant…) et ça permet plus de précision qu'à main levée car j'ai pris soin de permettre le blocage des axes pour des opérations de rainurage par exemple. D'autre part, comme je surface toujours avec la même fraise de 60 mm (qui est top), je connais le nombre de tours à effectuer pour créer le décalage nécessaire en fonction du recouvrement souhaité et de la profondeur des passes. C'est donc un compromis entre les deux qui à ce jour me convient parfaitement.
Le seul inconvénient que l'on pourrait y voir est que l'absence d'automatisme m'oblige à rester à côté pour manipuler l'outil, mais je ne serais de toute façon pas franchement serein pour partir boire un café pendant qu'un automate attaque des grosses pièces irrégulières avec une fraise de cette dimension, donc l'un dans l'autre…
Après toutes ces élucubrations, plus le temps passe et plus je me dis qu'une CNC me serait très utile. Néanmoins, si je décidais un jour de franchir le cap (à condition de pouvoir la rentabiliser), je pense que je conserverais mon router actuel en l'état et que le cas échéant je monterais une CNC indépendante dédiée à d'autres taches, plus petite pour des opérations de précision répétables.
J'ai un collègue, FabMaker, qui s'est monté une très belle CNC, il a fait une série de plusieurs vidéos à ce sujet, voici celle dédiée à l'électronique, je vous invite à découvrir sa chaîne Youtube si le sujet vous intéresse, c'est un bon 😎
Au départ, il est vrai que je me suis posé la question de fabriquer moi-même une structure en acier mais j'ai rapidement renoncé. J'avais un objectif de précision de 2/10ème de millimètres sur la totalité de la surface et que l'ensemble soit démontable, reconfigurable ou éventuellement un jour réutilisable pour un autre projet.
Une structure en acier (je parle vraiment du router, pas de son support) aurait à mon sens manqué de précision. Entre les déformations même légères que les tubes pourraient avoir, les déformations liées à la chaleur des soudures, le poids excessif de l'ensemble, le surcroit de travail que ça aurait occasionné et tout un tas d'autres incertitudes, j'ai rapidement renoncé à cette solution. Les tubes acier ne sont pas adaptés pour faire ça.
J'ai ensuite regardé du côté des rails linéaires de ce type avec des blocs de roulement sur billes. J'en ai commandé mais je me suis rendu compte que d'une part ils n'étaient pas franchement droits et d'autre part qu'ils manquaient de rigidité, en tout cas sur des portées comme celles que j'envisageais (≃ 1,5 mètres de largeur). Enfin, les petits blocs de roulement SBR20UU, tels qu'ils sont conçus m'ont laissé supposer que je risquais rapidement d'avoir des soucis liés à l'encrassement avec la poussière. Enfin, c'est beaucoup plus compliqué si vous souhaitez ensuite motoriser votre router car rien n'est prévu pour accueillir les vis sans fin et les moteurs.
Les profilés en aluminium extrudé sont beaucoup plus rigides et rectilignes, ils permettent de réaliser plein d'assemblages différents, d'intégrer des butées modulables pour tenir les pièces, de créer des systèmes de coulissement à chariots fluides, précis et silencieux, etc. Plutôt que de vouloir réinventer (en plus mal) la roue, j'ai donc fait le choix des profilés alu qui cochaient toutes les cases. Ils sont légers et avec leur système de fentes de 6 mm sur leurs quatre faces, ils permettent un maximum de modularité et de possibilités d'assemblages.
Les router destinés à surfacer des plateaux de bois avec une défonceuse équipée d'une fraise à surfacer (dans mon cas une fraise à plaquettes de 60 mm) produisent énormément de copeaux. En outre, l'utilisation de la défonceuse ne permet en général pas de les aspirer correctement. Sur beaucoup de vidéos utilisant ce type d'outils, on voit des quantités impressionnantes de copeaux s'accumuler, parfois les opérateurs en ont jusqu'aux genoux…
En terme de confort de travail, de sécurité et de nettoyage, ça ne me convenait pas, raison pour laquelle j'ai décidé de fabriquer un support avec un bac de récupération des copeaux, je vous invite à lire l'article si vous souhaitez plus d'infos, je ne vais pas revenir dessus.
Structure "aérée" en profilés aluminium extrudé
Mais pour que ce support soit fonctionnel, il fallait ce que j'appelle une structure « aérée » (je n'ai pas trouvé de meilleur terme, désolé…), c'est à dire sans plateau, composée de traverses espacées d'une trentaine de cm pour que les copeaux puissent chuter librement par gravité dans le bac de récupération. Certes j'ai une aspiration sur la défonceuse pour limiter les poussières, mais la majorité des copeaux tombent dans le bac. Il n 'était donc pas question d'utiliser un plateau, fusse-t-il perforé, pour positionner les pièces de bois comme on le voit souvent sur les CNC qui produisent moins de copeaux si elles ne sont pas utilisées pour dégauchir des grosses pièces.
Bien entendu, pour éviter que des copeaux ne soient projetés partout dans l'atelier, il fallait intégrer la défonceuse sur un chariot doté d'un carter de protection. Nous y reviendrons ultérieurement car là aussi ça posait quelques difficultés, notamment du fait du débattement vertical nécessairement plus limité sur une défonceuse qu'avec une broche motorisée sur son axe Z. Après, ce sont des choix économico/techniques en fonction de ce que vous voulez faire et de votre budget.
En tout cas, même si je vais spoiler l'article, je suis très satisfait du résultat qui répond pleinement à mes attentes et j'arrive à travailler rapidement, proprement avec une précision conforme à mon cahier des charges de départ, aussi bien sur des grosses pièces que sur des plus petites.
Quand on arrive au stade de l'assemblage, si tout a été parfaitement préparé en amont, que l'on ne c'est pas trompé dans le sourcing, dans l'approvisionnement des fournitures ou dans ses plans, ça déroule nickel et c'est en principe un simple jeu de mécano pour adulte.
Sauf que dans la vraie vie, ça ne se passe jamais comme ça, surtout si c'est votre première fois 😉
Pour que l'assemblage se passe bien, il faut faire les choses dans l'ordre, ce que je n'ai pas fait car je n'avais pas de séquence précise de montage (puisque je ne l'avais jamais fait). Un peu comme deux puceaux qui essaient de s'envoyer en l'air la première fois… 🙄
En l’occurrence, j'ai commencé l'assemblage, puis j'ai redémonté une partie car je devais prévoir des accessoires en attente sur les profilés transversaux (T carrés en attente, plateaux sur roulement pour un guide et divers accessoires), et bien évidemment dans ces cas là, on ne pense pas à tous les positionner en même temps… Donc rebelote, etc.
Il ne vous aura pas échappé que tout ne s'est pas passé exactement comme prévu… Il arrive toujours un moment ou il manque des pièces, obligeant à en recommander puis à patienter en attendant la livraison, pour que finalement, arrivé à la fin on se rende compte que l'on aurait pu faire autrement. C'est ce qui s'est passé et j'ai donc fait évoluer le projet initial vers une V2, rien de grave, mais j'ai dû revoir la hauteur du pont roulant car je ne pouvais pas passer des pièces de plus de 7 cm de hauteur, à l'usage après les premiers essais c'était insuffisant.
Maintenant que je vous ai tout dit, parlons concrètement du déroulement des opérations et faisons comme si tout s'était bien passé du premier coup, ce qui m'évitera de revenir sans cesse sur des points de détail et de rallonger inutilement le récit. Je ne m'attarderai donc que sur les points d'achoppement les plus importants.
Au départ, j'avais des pleins cartons de profilés et de sachets d'accessoires, il faut déballer le tout et trier ses petits pour regrouper ce qui va ensemble et savoir qui va aller où. C'est la première chose à faire avant de les présenter entre eux puis de tester la visserie pour bien comprendre quelles sont les contraintes.
Disposition des traverses directement sur le support
J'ai fait le choix de monter la structure du router directement sur son support, pour visualiser en temps réel comment les choses se présentent, s'il n'y a pas d'erreurs dans les cotes et calculer les espacements définitifs entre les traverses. Le plus important est de bien réfléchir où on positionne les 2 premières à chaque extrémité qui doivent être montées en appuis sur le support. Car ce sont ces traverses qui vont supporter tout le poids lorsque vous allez basculer des pièces très lourdes pour les lever avant de les glisser. Il faut penser à laisser de l'espace pour pouvoir visser les équerres de fixation de ces traverses sur le support, ce sont d'ailleurs les 2 seules qui sont solidaires du support. Le reste est une sorte de structure auto-portante de part sa rigidité étant donné que chaque profilé est fixé aux autres.
Ensuite, tel que le router est conçu, une fois vos deux première traverses fixées, il faut calculer les espacements entre chaque sans oublier dans le calcul que chaque traverse mesure 4 cm de largeur. Ce n'est pas compliqué, mais je vous conseille vraiment si vous ne voulez pas galérer de vous fabriquer des gabarits pour gérer les écarts, en mesurant, ça ne sera jamais régulier, même si dans le fond ça ne serait pas très grave.
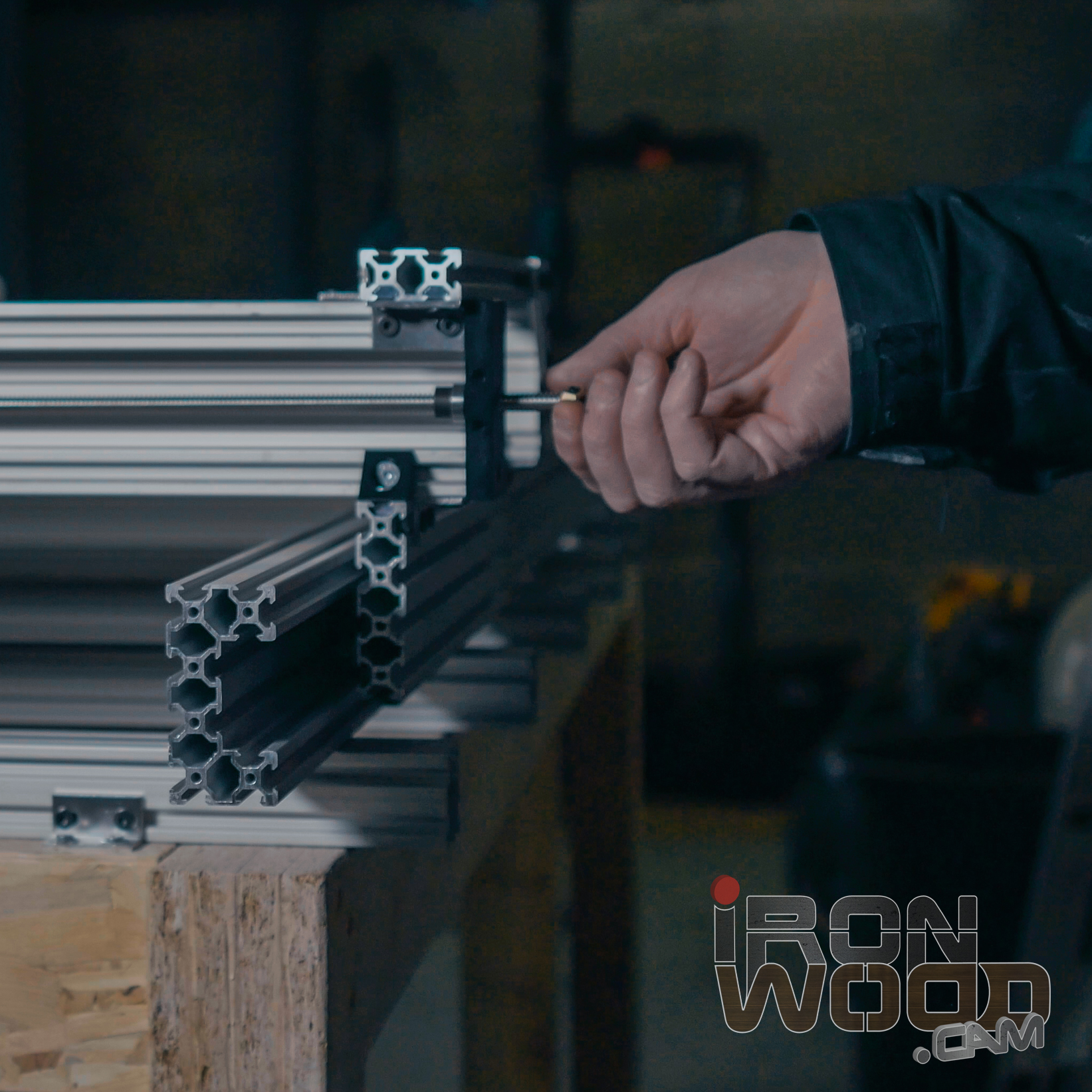
Montage des rails C-BEAM tournés vers l'extérieur
Lorsque toutes les traverses étaient à peu près positionnées de façon provisoire, j'ai présenté les deux rails C-BEAM longitudinaux qui vont de part et d'autre, sur lesquels seront solidarisées toutes les traverses. Un point très important à mon sens mais contre-intuitif consiste à monter ces rails "à l'envers", c'est à dire qu'il faut tourner leur ouverture (ils ont une forme de U) qui va recevoir les plateaux sur roulements vers l'extérieur du router et il faudra faire de même avec les rails du pont roulant qui recevront le chariot de la défonceuse. J'ai fait ce choix pour une raison très simple, il évite que les copeaux aillent remplir ces gorges et bloquer les roues en polyuréthane. C'est un choix qu'il faut faire dès le départ car ça modifie sensiblement le montage et donc la liste des fournitures. Un des inconvénients est que ça complexifie le montage et rallonge les dimensions du pont roulant et du chariot, car ils doivent "enjamber" les rails pour aller chercher les plateaux sur roulements qui se trouvent de l'autre côté, c'est une donnée à prendre en compte.
Ensuite, il faut bien réfléchir au positionnement avant arrière des rails car ce sont eux qui vont faire butée au déplacement du pont dans le sens de la longueur. Et dans mon cas, ces rails sont plus longs que le support d'environ 10 cm, ce qui implique qu'en bout de course, des copeaux peuvent-être projetés hors du bac de récupération ce que je ne souhaite pas. J'ai donc aligné ces rails sur l'extrémité du support à l'avant et je les ai laissé dépasser sur l'arrière, pour faciliter également la dépose du pont roulant lorsque nécessaire. J'ai plus tendance à caler mes pièces vers l'avant du router que vers l'arrière, je ne sais pas pourquoi, ça semble naturel.
Montage des équerres avec les écrous en T
Quand tout vous semble OK, il faut fixer chaque extrémité du premier rail aux traverses des extrémités qui sont solidaires du support en veillant à garder un parallélisme impeccable avec le support. Dès lors, vous pouvez verrouiller sa position. De l'autre côté, faites un montage provisoire sans trop serrer car c'est le déplacement du pont roulant qui ensuite va au bout de quelques aller-retour déterminer le parallélisme au dixième près puisque son écartement est constant.
Reste à fixer les traverses avec les équerres (pour ma part 2 équerres par traverse, de chaque côté), avec un serrage (en principe) définitif du côté du premier rail (le second va bouger un peu dans la largeur).
Rails C-BEAM transversaux + chariot du pont roulant
Les choses se gâtent un peu, parce qu'arrivé à ce stade, il y a forcément une part d'improvisation, sauf à avoir complètement modélisé dans les moindre détails votre router en 3D, ce qui n'était pas mon cas car c'est un boulot de titan. Difficile d'avoir pensé à absolument tout et même si je pensais que c'était le cas, en réalité on s'aperçoit qu'il y a des problèmes d'accès ne serait-ce que pour pouvoir passer des outils pour fixer certaines équerres. Ça dépend de tellement de détails, notamment les débords des montants du support par rapport à vos rails.
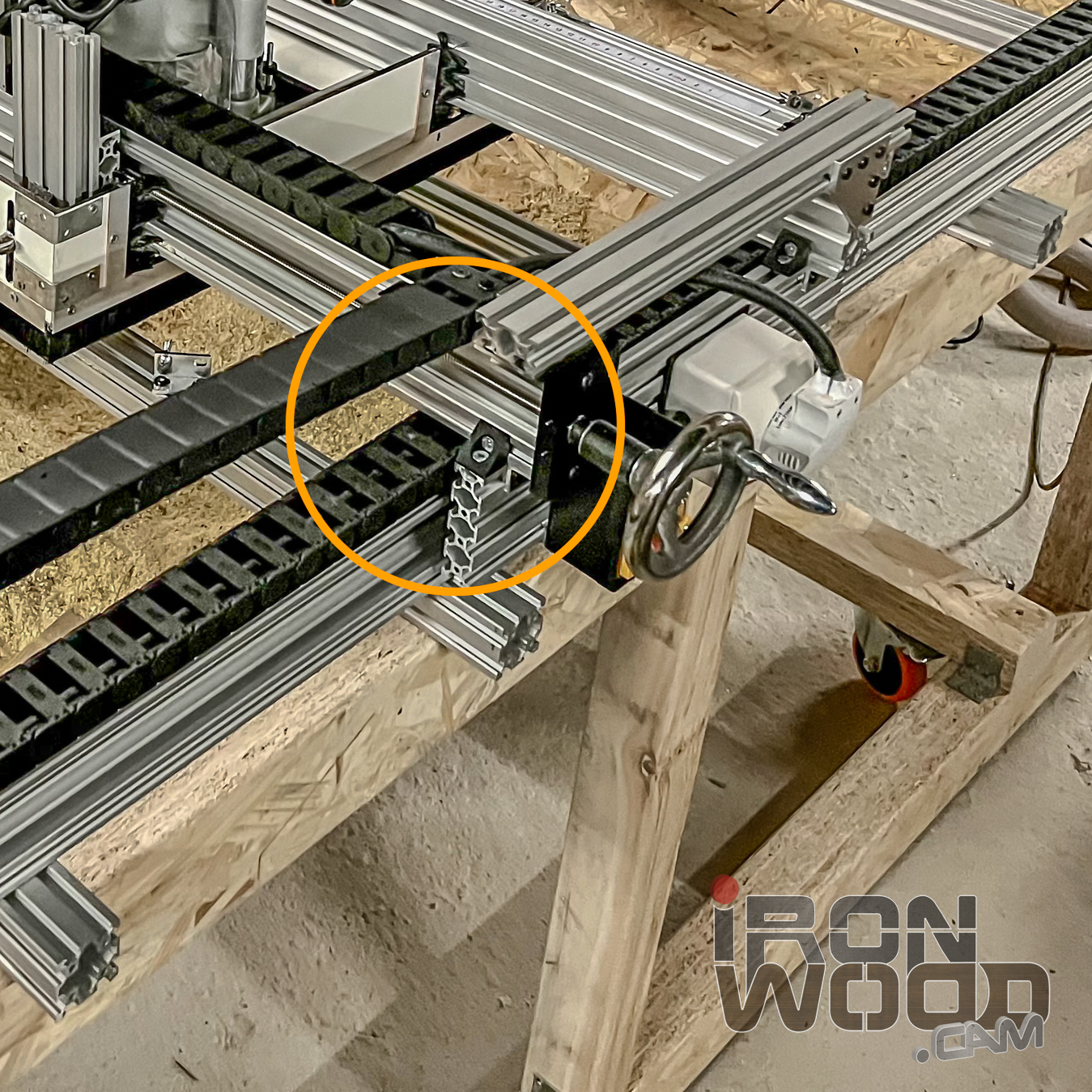
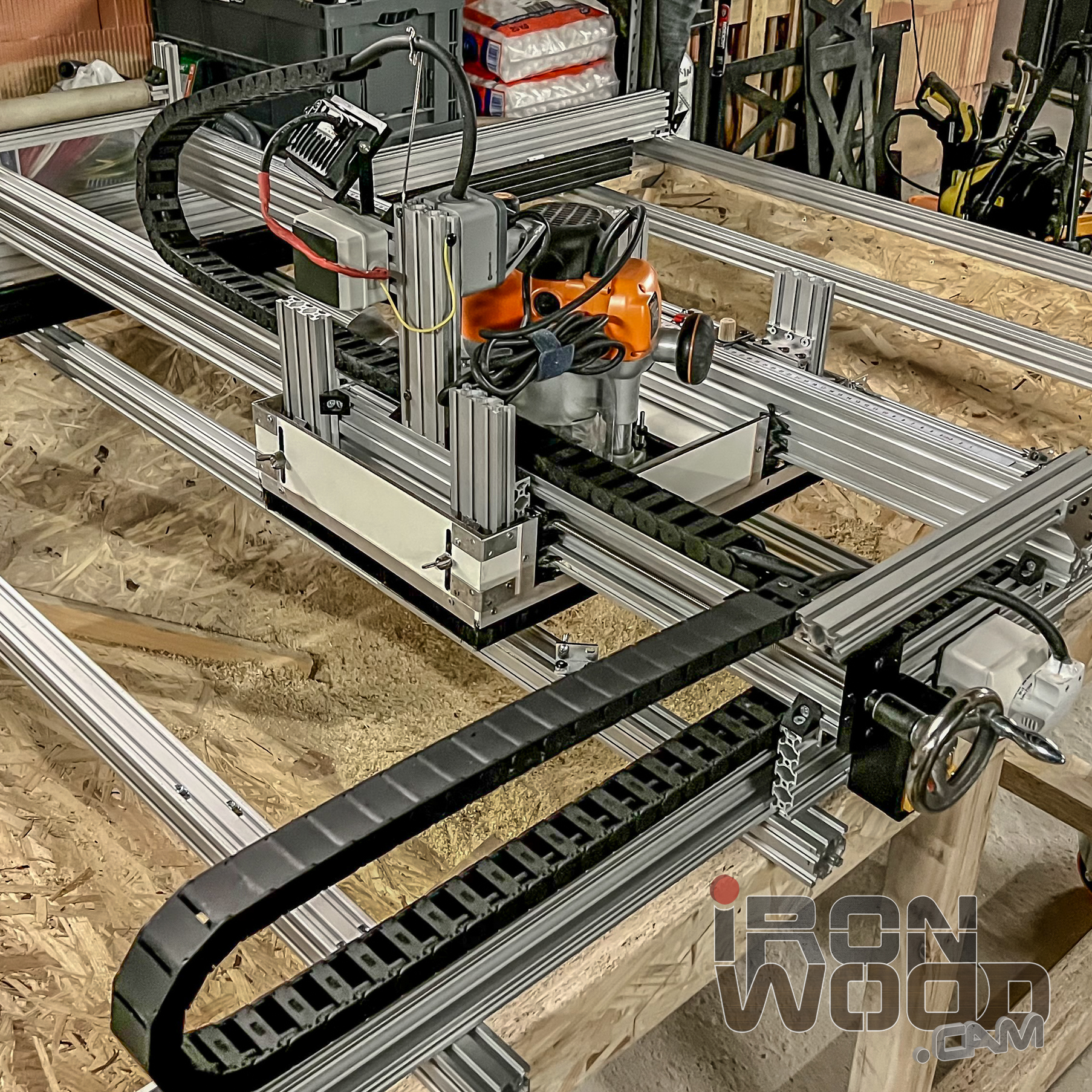
Espacement pour passer la chaîne porte câble sous le pont roulant
Une chose très importante est de bien penser à laisser un espacement vertical suffisant entre les rails longitudinaux et les rails transversaux de votre pont roulant, car il faudra pouvoir positionner entre les deux votre chaîne porte câble qui dans mon cas courre le long du rail C-BEAM longitudinal. Et oui, un router SLED est un outil électrique et il faudra bien alimenter notamment la défonceuse. Il faut donc prévoir des passages de câbles, des emplacements pour des prises, éventuellement de l'éclairage, un interrupteur avec un boitier coupe circuit, etc. Si vous oubliez ce détail, ça risque de vous poser pas mal de problèmes ensuite, heureusement, cette connerie, je ne l'ai pas faite 🙂 Je déconseille vraiment d'essayer de fonctionner avec des rallonges, tôt ou tard elles finiront dans la fraise, elles vont vous gêner en permanence, il faut le câbler proprement.
Je ne peux pas développer point par point comment j'ai fait mon assemblage ou il faudrait écrire un article de 40 pages, je vous invite plutôt à regarder les photos pour voir comment c'est foutu. Probablement d'ailleurs que vous ferez un peu différemment si vous vous lancez car vous aurez vos propres contraintes et envies, n'hésitez pas à partager en commentaires ou à poser vos questions.
Équerrages multiples et plaques de renfort pour la rigidité du pont roulant
En revanche, ce que je peux vous affirmer avec certitude, c'est qu'il faut vraiment penser RIGIDITÉ latérale pour votre pont roulant, surtout si vous avez des grandes portées, dans mon cas environ un mètre cinquante. Si le router est motorisé dans le sens longitudinal avec 2 moteurs synchronisés et des vis sans fin, c'est moins problématique (encore que…). Mais si comme moi vous poussez votre pont roulant à la main (ça permet de bien sentir les résistances à l'avancement) et que vous n'êtes pas vigilant(e) sur ce point, vous pouvez être certain(e) qu'il se mettra en crabe et bloquera, ce qui vous posera de nombreuses difficultés. Il ne faut donc pas lésiner sur les équerres (qui ne sont pas suffisantes) et à rajouter des plaques de rigidification partout où vous le pourrez.
Je vais développer ce point pendant que nous sommes en train de parler du pont roulant mais dans les faits, c'est une modification qui est intervenue a posteriori après les premiers essais.
Comme je l'ai déjà expliqué, je suis limité dans cette configuration par le débattement de la défonceuse, de mémoire plus ou moins 7 cm. J'avais donc pensé qu'un espacement d'environ 8 cm entre les traverses basses qui supportent les pièces à usiner et la fraise remontée au maximum serait suffisant et me permettrait de traiter à peu près toutes les épaisseurs facilement. Sauf que dans les faits c'est insuffisant car même si vous ne passez pas des plateaux de 10 cm d'épaisseur viendra un moment où vous voudrez usiner un bastaing ou je ne sais quelle pièce épaisse comme un gros pied carré par exemple.
D'autre part et c'est spécifique à la défonceuse que j'utilise, en réalité le débattement utile n'est pas aussi important qu'annoncé et je me suis fait avoir. En effet, le débattement maximum sert à bloquer la fraise automatiquement pour son démontage et dans les faits, le débattement utile est un peu moindre, ce qui me limitait et devenait un frein pour les pièces peu épaisses que la fraise n'atteignait plus.
J'avais évidemment pensé dès le départ à faire un chariot réglable en hauteur, mais ce réglage est une opération un peu fastidieuse qui m'oblige à manipuler de la visserie et à prendre grand soin de bien repositionner le chariot parfaitement horizontal sur tous ses axes. C'est relativement simple en utilisant des cales, mais appelons un chat un chat, c'est chiant et on n'a pas envie de le faire juste pour usiner un bout de planche.
L'autre difficulté qui se pose est le bridage des pièces sans que le système de bridage ne soit exposé à la fraise de la défonceuse. La question peut sembler stupide à première vue mais ce n'est pas si évident pour trouver une solution de bridage efficace car elle doit présenter les caractéristiques suivantes :
Système de bridage simple et rapide à mettre en œuvre, au risque de vous dégoûter d'utiliser l'outil (en l'absence de dégauchisseuse, je l'utilise à longueur de journée pour tout et n'importe quoi) ;
Système qui s'adapte à toutes les longueurs, largeurs et épaisseurs de pièces sans galérer ;
Système qui bloque les pièces sur les 3 axes, pas uniquement une butée avant/arrière et gauche/droite, mais également sur l'axe Z. Les pièces gauches que vous allez positionner boitent dans tous les sens et il ne faut pas que la pression de la fraise les face bouger verticalement ;
Quand on a intégré ces contraintes, ce n'est plus si simple et j'ai pas mal cherché, en essayant par exemple un plateau perforé amovible avec des serre joints passés par en dessous mais ce n'était pas concluant. J'ai même une pièce qui a bougé et qui s'est mise en travers, elle a été violemment expulsée après avoir été ravagée par la fraise dans un énorme claquement. Je me suis fait peur, j'ai même pensé que j'avais péter la fraise ou vrillé l'axe de la défonceuse. Heureusement, il n'en est rien (fraise solide avec un axe de 12mm, même ses plaquettes n'ont pas bronché). Mes doigts étaient loin car l'avantage de ce type d'outils est que vous n'avez pas besoin de les approcher.
Mais croyez moi, le moteur de la défonceuse Triton TRA001 est puissant et ça surprend ! Je me suis dit que ça ne devait plus jamais arriver.
Équerres doubles avec vis taillées en pointe pour le bridage (pièce N°11)
Les choses les plus simples étant souvent les plus efficaces, j'ai finalement trouvé une solution bon marché qui fonctionne très bien. On utilise pour assembler ces profilés beaucoup de petites équerres doubles, d'environ 2x2 cm de côté sur 4 cm de long. J'ai donc taillé des vis de 5 en pointe à la meuleuse et installé 2 vis sur chaque équerre qui coulissent dans les traverses. Ces vis se piquent dans le bois et en les positionnant aux quatre coins de la pièce à immobiliser elle ne bouge vraiment plus. Comme les trous ne sont pas à raz des bords de l'équerre, j'ai réduit leur hauteur au maximum et je peux donc passer la fraise sans risquer de les accrocher pour des pièces jusqu'à 1,5 cm environ. C'est suffisant pour 98% des besoins car généralement une pièce à dégauchir ou à rainurer fait rarement une épaisseur inférieure.
Restait un problème, la gestion de la hauteur et la façon de pouvoir positionner ces butées de bridage, car n'ayant que des traverses espacées d'une trentaine de centimètres, pour gérer leur positionnement sur la longueur des pièces c'était un souci. Après quelques calculs, j'ai donc relevé mon pont roulant de 4 cm et rajouté des traverses longitudinales (de section 40x40) qui croisent mes transversales sur toute la longueur. Je peux donc en 30 secondes espacer plus ou moins ces traverses sur lesquelles mes butées de bridage coulissent sans souci, et ça fonctionne parfaitement.
Équerre de bridage sur un profilé (pièce N°1)Profilés longitudinaux (pièces N°1) croisés avec équerres de bridage coulissantesPlateau de bois épais posé à côté des traverses longitudinales (V2)
Si je veux passer une pièce très épaisse, je les décale (ou en général je pose la pièce à côté car le router est large) et je bénéficie de la totalité de la hauteur du pont roulant. Si j'ai des pièces vraiment fines, le système de bridage avec les vis surélevées me permet de glisser éventuellement dessous un contreplaqué de 10 mm et je rentre alors dans la plage de débattement de ma défonceuse.
Voilà typiquement un cas de figure auquel on ne pense pas forcément au départ, du moins pas correctement et auquel on se retrouve confronté. Ce sont les solutions que j'ai trouvé pour y remédier et désormais le router est parfaitement fonctionnel et efficient, avec une grande rapidité de mise en œuvre qui ne me décourage pas de l'utiliser plusieurs fois par jour.
C'est sans doute la partie du projet qui m'a posé le plus de difficultés et sur laquelle j'ai passé le plus de temps. Il y a une multitude de pièces à assembler avec très peu d'espace pour passer les doigts et les outils, il faut donc avoir bien réfléchi en amont à ce que l'on veut faire, au risque de perdre vraiment beaucoup de temps. Et il y a vraiment matière à s'énerver s'il faut redémonter plusieurs fois…
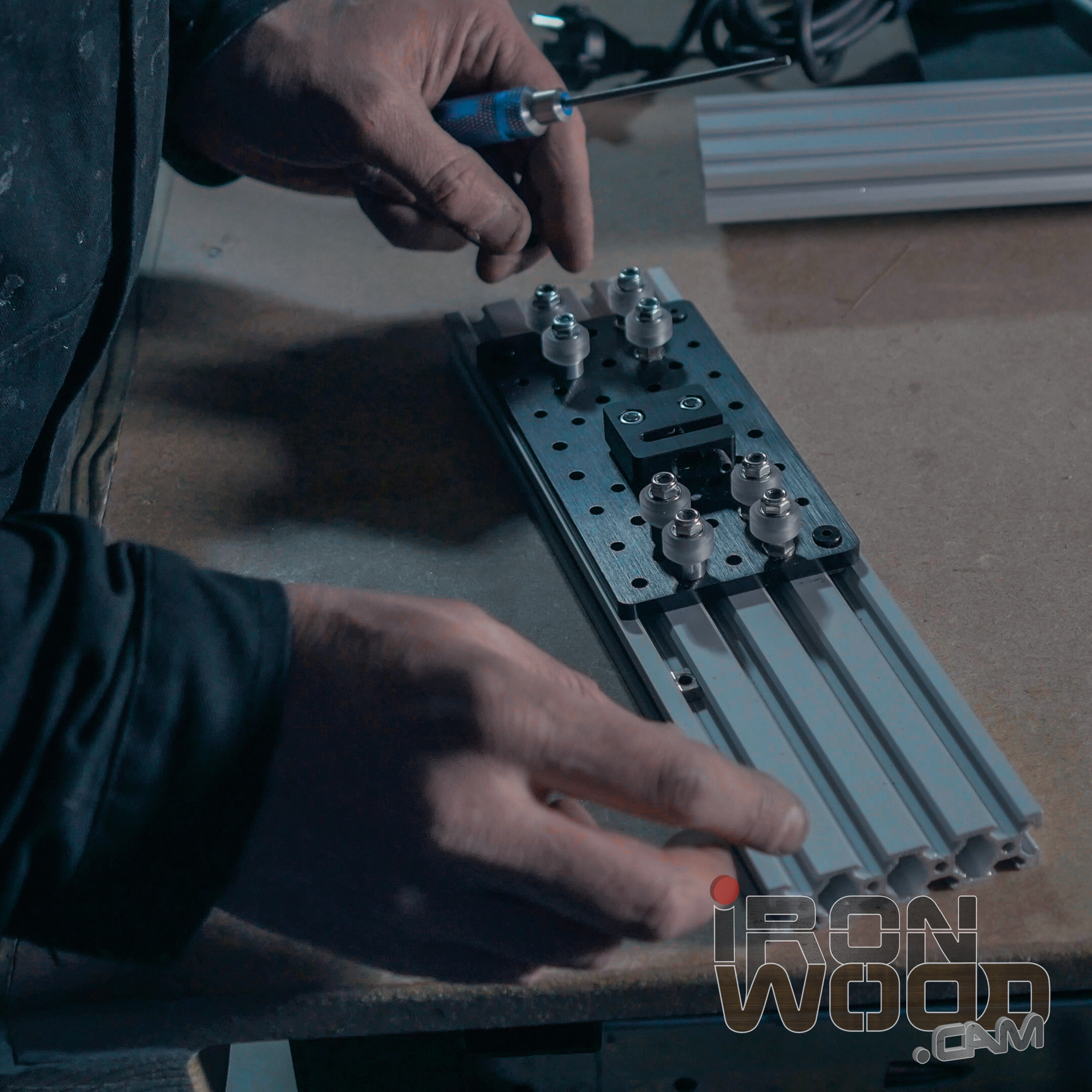
Je ne vais pas essayer de décrire en détail cette opération par écrit, ce serait beaucoup trop long et fastidieux à lire, je vous invite à visionner les photos supra et la vidéo où les étapes de ces opérations sont bien visibles. Toutefois, quelques points importants sont à souligner :
Le chariot de support de la défonceuse est réglable en hauteur (ce sont les profilés verticaux dans les 4 angles qui permettent le coulissement) ;
J'ai prévu quelques morceaux de profilés en attente pour y fixer par exemple un comparateur et mesurer les écarts sur le routeur ;
La plaque de fixation de la défonceuse est fixée par en dessous pour ne pas perdre en hauteur de plongée pour la fraise. Ça diminue la hauteur de passage des pièces (néanmoins suffisante pour 98% des usages) mais ça augmente la polyvalence pour des écarts d'épaisseurs plus importants sans devoir faire des réglages spécifiques ;
J'ai fixé sur un rail C-BEAM du pont roulant une règle graduée pour pouvoir prendre des repères ;
J'ai également prévu des butées d'arrêt pour réaliser des usinages contraints ainsi qu'un système de verrouillage du chariot ;
J'ai conservé le câble d'alimentation d'origine de la défonceuse (branché sur une prise fixée sur le router) pour pouvoir la démonter et l'utiliser ailleurs facilement en cas de besoin ;
J'ai installé un éclairage LED au dessus du chariot pour y voir clair ;
Le carter anti-projection est fabriqué avec du panneau stratifié HPL de 6 mm, c'est le matériau utilisé pour les cabines des piscines publiques par exemple. J'ai fait ce choix car c'est indestructible et imputrescible, mais surtout parce que ça permet l'usage d'une épaisseur très fine pour conserver le maximum de débattement latéral sur le router. C'est ce carter qui arrive en butée contre les traverses longitudinales, donc plus il est fin, plus on gagne en largeur de pièce usinable. Le défaut du HPL est qu'il se colle très mal, raison pour laquelle j'ai utilisé des équerres. Enfin, comme il faut prévoir des lumières pour que le carter puisse coulisser en hauteur malgré les rails C-BEAM du pont roulant, il reste peu de matière pour limiter la perte de hauteur et le matériau doit utilisé doit donc être très résistant ;
Enfin, j'ai fixé sous le carter et sur les champs des lumières des profilés alu avec des balais pour donner une tolérance de réglage en hauteur tout en dégageant les copeaux sur la surface à usiner ;
Quand on arrive au stade où il faut installer le chariot assemblé sur le pont roulant, c'est également le moment de commencer à tirer les câbles et à optimiser tout ce qu'on peut pour gagner de la place afin de positionner les commandes électriques, les prises, etc.
Fixation d'une chaîne passe câbleSoudure des câbles de l'éclairage du chariotRaccordement électrique du chariot et de la défonceuseRaccordement à la terre du routerBoitier de commande marche/arrêt
Sur la dernière photo, on voit que j'ai utilisé une prise pour faire le lien entre le corps du router et le pont roulant, c'est pour permettre de sortir le pont roulant facilement, simplement en débranchant cette prise, sans devoir décâbler des boîtes de dérivation.
Ce type de projet, entre la fabrication du support, les phases de réflexion/préparation, le sourcing et la fabrication du router nécessite de communiquer une importante quantité d'informations. Il est relativement difficile d'en proposer une synthèse exhaustive tout en restant clair et concis. J'ai donc fait le choix de ne pas développer chaque point de détail mais d'insister ou d'attirer l'attention sur les éléments clés les plus importants et d'illustrer le reste par l'image. J'espère avoir produit suffisamment de visuels pour permettre à tout un chacun de comprendre comment ce router est fabriqué, sachant qu'il existe de nombreuses autres façons de faire.
Les choix que j'ai fait ne sont probablement pas universels ni les meilleurs, ils correspondent simplement à mes besoins, mon budget et mon niveau de savoir-faire.
Voilà, nous arrivons à la fin de cet article, peut-être qu'il ne vous aura rien appris ou au contraire, peut-être qu'il vous aura aidé, vous fera gagner du temps ou vous évitera de faire certaines erreurs dans votre conception car ce n'est pas aussi simple qu'il n'y parait, surtout pour une première réalisation de ce type.
Pour ce qui me concerne, je suis 100% satisfait de cet outil qui me permet de remplacer une dégauchisseuse tout en travaillant rapidement sur des pièces de bois de toutes dimensions. Il est pratique, efficace, précis et il me semble que pour ce budget, je pouvais difficilement trouver meilleur compromis.
J'ai tout de même une raboteuse de chantier Metabo qui complète ce router pour un budget modeste. Elle permet de passer tout de même 33 cm en largeur pour 15 cm d'épaisseur et de calibrer plus facilement des pièces à une même épaisseur avec un bon état de surface, ce qui facilite ensuite les opérations de collage ou de ponçage.
Je vous invite également à lire l'article précédent consacré à la réalisation du support de ce router SLED qui dispose d'un grand bac de récupération des copeaux, à mon sens indispensable pour ce type d'outils. Vous pouvez poser vos questions en commentaires, j'essayerai d'y répondre le mieux possible, n'hésitez pas à partager vos réalisations similaires si vous en avez réalisé.
J'ai fait tout mon possible pour écrire cet article et j'espère qu'il vous a intéressé.
Si tel est le cas, je vous encourage à me laisser un commentaire et à suivre IronWood sur les réseaux sociaux.






























































#FollowMe sur les réseaux sociaux